岐阜で精密切削加工を20年以上行っております、株式会社塚原製作所の塚原です。
設計・開発の現場で図面を引いているとき、「この形状、理論上は問題ないけど、実際にマシニングで削れるのだろうか?」と迷うことはないでしょうか。
本コラムでは、加工会社に見積もりを出す前に、ちょっと知っておくだけで「加工不可」を避けられ、コストも抑えられる図面のチェックポイントを、現場の視点からご紹介します。
結論から言うと、見直していただきたいポイントは、
「無理に細い工具を使う設計になっていないか」ということです。
工具は「太い方が安定する」
切削加工では、基本的に太い工具ほど安定し、速く、精度よく加工できます。
逆に細い工具になるほど、折れやすく、たわみやすくなり、加工中の振動(ビビリ)もでやすくなります。
検討の目安は工具の突き出し長さ(L)と直径(D)の比率である L/D で考えることが多く、感覚的には、
・L/D 3程度 → 安定
・L/D 7程度 → 現実的に対応可能
・L/D 7以上 → 要相談
という印象です。
当社ではアルミ:φ10で深さ30mm程度 鉄:φ12で深さ36mm程度までは標準的な範囲として工具を常備しています。
それぞれの加工業者ごとに、どの工具を多く買っているかは異なりますので、加工業者の選択には、テクニック、設備以外に、工具の保有種類も効いてきます。
よくある事例:内角のスミRが小さすぎる
図面の中で、内側の角(四隅)のRが極端に小さくなっているケースをよく見かけます。
四角いポケット形状などを削る際、工具(エンドミル)は円柱形状なので、どうしても内角にRが残ります。
ここを「R1.0」など極端に小さく指定してしまうと、最低でも「直径2mm(φ2)」の細い工具を使わなければなりません。
細くて折れやすい工具でチマチマ削るしかなく、加工時間が何倍もかかったり、最悪の場合は「刃物がアプローチできないので加工不可」と断られてしまいます。
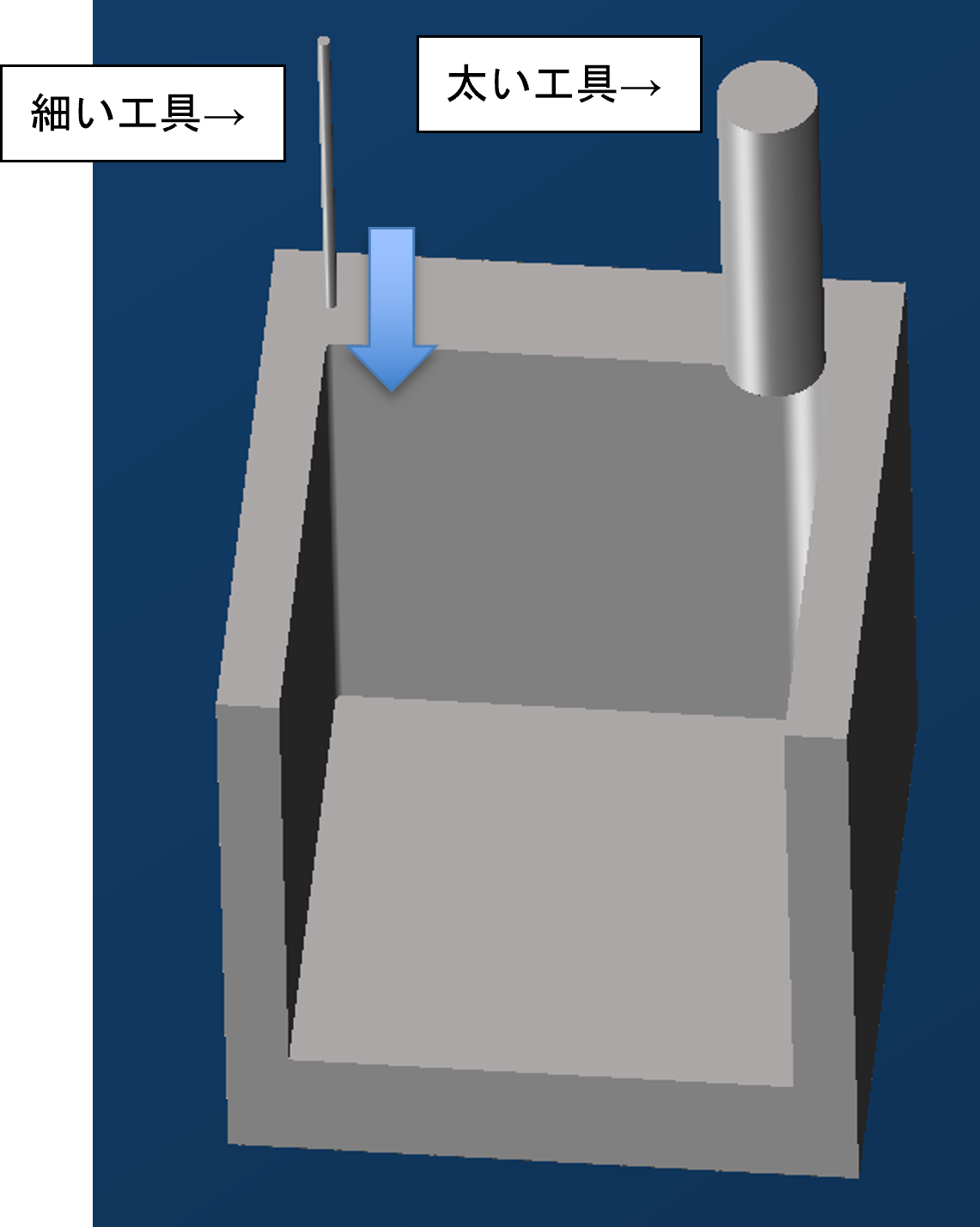
例えば写真のように深い壁がある場合、左の細い(Φ2)工具を長く突き出して奥まで加工することは、物理的にかなり困難です。
一方、右の工具にすれば、楽々加工出来そうです。
設計のヒント:スミRと溝幅を見直す
もし 機能上問題がなければ、「内角のスミRと溝幅をできるだけ大きくする」だけで、使える刃物の選択肢が一気に増え、加工スピードも上がります。
私の感覚ではL/Dが7を超えると市販工具が少なくなり、加工が難しくなる印象です。
切削加工が難しい場合は放電加工など、他の加工の選択肢は取れますが、コストは上がります。
◇どうしても微小スミRが必要な時◇
どうしてもスミRを小さくしたい箇所がある場合は、別のスミRを大きくすることで加工が楽になることがあります。
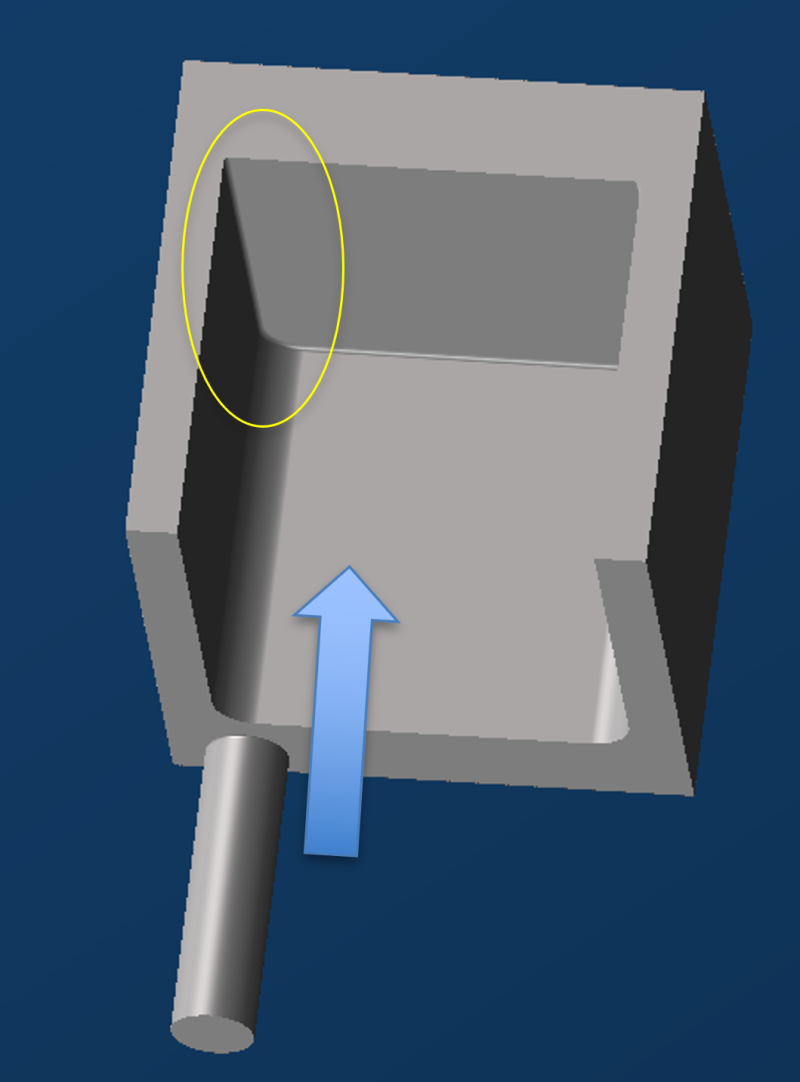
5軸加工では側面からの加工も出来ますので、ワークに対して、縦方向だけではなく、横方向からも刃物がアプローチできます。
先程のワークの場合、写真のようにワークに対して横方向から刃物をアプローチさせれば、別の面のスミRを大きく逃がしつつ、本当に残したい部分のスミRだけを小さいまま(またはピン角)に加工することができます。
まとめ
私たちのような加工業者は、図面を見るときに「どの工具を使って、どの方向から刃物を届かせるか」という目線で見ています。
物理的に難しい形状に見えても、ほんの少しスミRの設計を変えたり、5軸加工によるアプローチの工夫をすることで、あっさり形になるケースはたくさんあります。
「自分の引いた図面、本当にこの工具で削れるかな?」と迷ったときは、お気軽に「こんなの削れる?」と声をかけてください。一緒に一番良い加工方法を考えましょう。



